

河北北方光科智能装备有限公司
咨询热线
13601388625
联系电话:13601388625
地址:河北省廊坊市三河市李旗庄镇李木耳村南102国道旁鑫鑫科达有限公司院内
作者:admin 发布时间:22-07-18 02:33
激光熔覆技术,也被称为激光堆焊技术,是一种涉及计算机、光学、材料、物理、化学等多门学科的有效且实用的表面处理技术 。它是在上个世纪 60年代提出,随后在 1974 年底由美国 AVCO 公司 D.S. Gnanamuthn 提出专利申请,并于 1976 年授权的一项阐述高能激光熔覆的专利 。20 世纪 70 年代中后期,海外激光熔覆的发展速度并不迅速。激光表面处理发表的论文篇数远少于切割和焊接,切割方面的论文数量大约是表面处理方面论文的 3 倍,焊接方面的论文数量居中 。进入 80 年代之后,激光熔覆技术才得到了迅猛的发展,结合各种新型技术的发展,激光熔覆技术又焕发出了新的活力 。
在不对基体材料产生大的影响的前提下,激光熔覆能在基体表面形成具有优良性能的合金熔覆层,从而降低成本、提高效益,节约贵重稀有金属材料的使用 。因此,不管是在国内还是国外,激光熔覆的发展一直备受关注和重视。
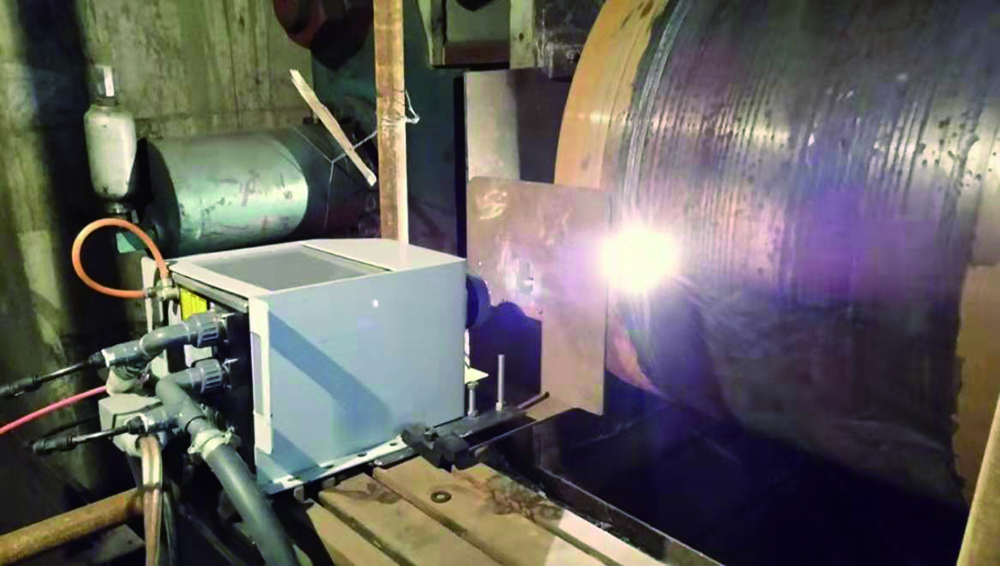
1 基本原理 激光熔覆是用高能激光束( 10 4 ~10 6 W/cm 2) 辐照金属基体表面,使金属基体表面薄层和其上的熔覆材料一起相互作用,经过快速熔化、凝固形成具有硬度高、耐磨性好、抗腐蚀等特殊物理化学特性的涂覆层的工艺过程 。这是一种新型的复合材料,可以补充基体所不具备的优良性能,更充分地发挥二者的优势,克服彼此之间的不足,从而显著地改善基层表面的耐磨损、耐腐蚀、耐热、抗氧化等物理化学性能。
同之前的表面技术相比较,激光熔覆技术具备如下特点 : 1) 冷却速度非常快,高达 10 6℃ /s;2) 加热速度快,工件畸变小,涂层稀释率能通过对激光的输入能量的控制保持在较低的程度( 一般小于8%) ; 3) 可精准地选择熔覆区域,原料耗损少,性价比相对较高; 4) 通过光束进行瞄准,能够加工平常不易接近的区域,实现熔覆工艺过程的自动化; 5) 适用范围广。正因为激光熔覆的上述优点,近些年来的发展在改良基体表面性能方面受到了高度关注和重视。 2 研究现状 2. 1 激光熔覆材料体系 在设计熔覆材料体系的时候,不仅要考虑涂层的使用性能,还需要考虑熔覆材料的各种成分以及基体的相容性和匹配性。熔覆合金中的各种成分以及基材的膨胀系数不一致,是熔覆层产生裂纹的一个重要因素; 因此在设计熔覆层的材料体系时就需要考虑熔覆层和基材之间热膨胀系数的差异,当两者的差异越小,熔覆层产生裂纹的可能性就越小 。
通常,可将熔覆材料分为以下三类,即自熔性合金粉末、氧化物陶瓷粉末和碳化物复合粉末。在上述的三种熔覆材料体系中,对于自熔性合金粉末的研究最多,应用也最普遍。 2. 1. 1 自熔性合金粉末 在自熔性合金粉末体系里,又可将其分为以下三类: Ni 基自熔合金、Co 基自熔合金和 Fe 基自熔合金 。当合金中的镍、铬等元素与硼或碳相互作用时,会形成硬度很高的化合物,所以当合金中的含硼量和含碳量较高时,合成的硼化物和碳化物的数量也会增加,自熔合金的硬度也会相应增大。但是当基材是含有硫元素的钢材时,硫元素会和合金中的其他物质相互反应,形成一种脆性很高的物象,使得熔覆层极易出现裂纹甚至剥落现象,此时应当慎重考虑熔覆材料的选用 。 1)
Ni 基自熔性合金粉末
由于 Ni 基自熔性合金粉末的性能较好,价格也适中,所以 Ni 基自熔性合金粉末不管是在科学研究中,还是在生产实践中,都扮演了重要的角色。在三种自熔性合金粉末材料体系中,Ni 基自熔性合金粉末被研究得最多,应用也最为普遍[16 -17] 。对于局部要求耐腐蚀,耐磨损等性能比较高的工件,常采用 Ni基自熔性合金粉末。王传琦等[18] 采用激光熔覆的方法在 45 钢的基体上熔覆了一层 Ni 基合金熔覆层,研究表明,回火前熔覆层区域的显微硬度比基材提高了 4. 9 倍,回火后提高了 5. 8 倍。孙鸿卿等[19]在镍基高温合金基体上激光熔覆 In-conel 738 来研究熔覆层的裂纹敏感性问题,研究表明: 晶界处的共晶物( γ + γ‘) 以及其他低熔共晶偏析物成为主要的裂纹源。张松等[20] 利用激光熔覆技术在 Monel 400合金表面上制备了镍基合金的改性层,研究表明: 与Monel 400 合金基材相比,镍基合金激光改性层的显微硬度是基体的 7 倍,摩擦系数显著降低,相对耐磨性提高了 8. 6 倍。 2)
Co 基自熔性合金粉末
Co 基自熔性合金不仅具备优良的耐腐蚀、耐磨损性能,还有很好的耐高温性能,这就使得 Co 基自熔性合金粉末被应用在了各种工况恶劣的环境下,在冶金、电力等行业得到了较为广泛的应用。钴基合金中的钴元素的熔点相对于其他的碳化物来说较低,所以会最先处于熔融状态,与其他元素结合形成新的物相,这对于熔覆层的强化来说是极其有利的。当前,钴基合金的主要元素包括 C、Ni、Cr 和 Fe 等,Ni 能降低钴基合金的热膨胀系数,减小其熔融区间,减小熔覆层产生裂纹的可能性,改良钴基合金整体的润湿性。
石岩等采用辅助工艺装置及同轴送粉激光熔覆方法对高硬度多微孔小型零件进行激光表面熔覆钴基合金熔覆层强化处理,研究表明: 激光熔覆处理后的阀座表面的耐油流冲蚀性能显著增强,使用寿命提高 40%。张春华等在 316L 不锈钢表面用激光熔覆的方法制备了钴基合金熔覆层,研究表明,在 316L 不锈钢表面激光熔覆钴基合金粉末,可获得表面平整、无裂纹,且与基体呈良好冶金结合的熔覆层。 3)
Fe 基自熔性合金粉末
当基体是铸铁或者低碳钢时,经常采用 Fe 基自熔性合金粉末,可以满足要求局部耐磨损且易变形的工件; 铁基自熔性合金的价格低廉,耐磨防腐性能可以满足多数场合的要求,在自熔性合金粉末体系中占据了一定的地位。B 和 Si 可以改善 Fe 基合金的硬度和耐磨性等,Ni 元素的加入会使其熔覆层的开裂问题得到一定程度的解决,所以在设计 Fe 基合金自熔性粉末的时候,常常要加入这些元素以改良熔覆层的性能。周野飞等通过激光熔覆技术,制备了不同碳含量的高碳铁基合金熔覆层,研究表明,当激光熔覆高碳铁基合金中的碳含量由 2. 5% 增加到 4. 5% 时,其平均显微硬度由 913. 96 HV 增大到1421. 54 HV。李美艳等在柱塞表面激光熔覆制备高硬度铁基涂层,采用 SEM、XRD、EPMA 和 TEM等手段研究熔覆层组织特征及耐磨性,研究表明,激光熔覆铁基涂层硬度显著提高,维氏硬度最大值达850 GPa,约为 45 钢的 4 倍。
综合上述分析可以得出,Ni 基自熔性合金的性能优良,价格适中,因此被研究最多,应用也最为广泛; Co 基自熔性合金粉末的性能最好,价格较高,属于战略性资源,被用在要求比较苛刻的耐高温,耐腐蚀、耐磨损的恶劣工况下; Fe 基自熔性合金的性能一般,但价格低廉,便于取材,能够满足一般要求,在自熔性合金粉末体系中占据了一定地位。在实际的工程实践中,要根据自己的需要合理地选择合金体系。
2. 1. 2 氧化物陶瓷粉末
除了氧化物陶瓷粉末之外,还有硅化物陶瓷粉末,不过氧化物陶瓷粉末的应用更广,研究也更多。通常可以将氧化物陶瓷粉末分为两大类: 氧化铝系列和氧化锆系列。氧化物陶瓷粉末具备优良的耐磨损,耐腐蚀性能,还具有良好的隔热性和抗氧化性能,在热喷涂材料体系中占据重要地位,常被用于制备热障涂层或高温耐磨耐蚀涂层,也是当前备受关注的激光熔覆材料 。与氧化铝陶瓷粉末体系相比,氧化锆系列的抗热震性能和热导性更好,所以常常被用作热障层材料的优选材料。
2. 1. 3 碳化物复合粉末体系
复合粉末主要是指以各种高熔点的化合物材料作为硬质相与金属( 或合金) 作为粘结相混合( 或复合) 而形成的合金粉末体系。粘接相可对粉末体系的硬质相起到一定程度的保护作用,使其免受氧化或者分解,尤其是针对经预处理的碳化物复合粉末,其保护作用更为明显,使得熔覆层表现出硬质合金的性能。复合粉末可以用激光熔覆技术在金属基体上制备出陶瓷颗粒,将金属的工艺性、强韧性和陶瓷的耐高温、耐腐蚀、耐磨损等性能有机的结合起来,满足特定工况的要求,这也是当前激光熔覆领域的一个重要研究方向 。
2. 2 工艺种类
通常可以将激光熔覆的工艺分为以下两类,即粉末预置法和同步送粉法。粉末预置法是将熔覆材料先预置在基体上,然后进行激光处理; 而同步送粉法则是在进行激光处理的时候把熔覆材料同步地送到基体材料上 。 总体而言,预置法工艺较简单、操作较灵活,但是基体熔深不易控制、稀释度较大,因而对预涂层粉末的厚度、粘结剂等有较高的要求。同步法对激光能量的利用较为充分、便于控制各个工艺参数、生产效率较高、熔覆层的质量更好,但要求配置能够精确计数的送粉设备、对粉末的要求较高( 粒度,流动性等) 、且粉末的浪费程度较大[29] 。
2. 3 工艺参数
激光熔覆的过程中有许多工艺参数会影响熔覆层的质量优劣,诸如激光功率、光斑直径、激光扫描速度等。激光熔覆过程是一个极其复杂的动态过程,上述参数不仅直接影响熔覆层的质量优劣,还会在彼此之间产生相互作用、或者相互制约,共同影响着熔覆的微观组织结构和宏观理化性能。在科研过程中,通常通过单因子变量或者正交试验的方法来研究上述参数对熔覆层质量的影响; 在科研过程或工程实践中,可以通过以下三个量来完成对熔覆层质量的控制,它们包括: 功率密度( P/S) 、比能量 E( = P/Dv) 和线性输入( P/v)[30 -31] ,但这种方法并没有得到广泛认可。
3 现存问题
通常从宏观和微观两个角度去讨论熔覆层质量的优劣: 在宏观上,是否有明显的裂纹、气孔等缺陷,以及表面的平整度等; 在微观上,是否形成致密均匀的组织,能否保证所要求的性能等。当前的激光熔覆技术由于发展的时间比较短,还存在着一系列的问题,以下是两个比较突出的问题 。 1)
裂纹
在大面积的激光熔覆中,熔覆层易出现裂纹仍然是最棘手的问题 。熔覆层产生裂纹主要是由于各种残余应力的存在,包括热应力、组织应力等。 此外,当各个工艺参数以及熔覆层的材料体系的选择不当时,都会引起熔覆层的开裂。如果要彻底解决裂纹的开裂问题,还需要从更微观的角度入手,分析裂纹的形成机理。 2) 激光熔覆层的材料体系 制约激光熔覆技术进一步推广应用的是激光熔覆的材料体系问题,目前缺少激光熔覆专用的材料体系。另外,对激光熔覆的熔覆层的质量评价问题,现在还没有一个统一的标准 。现在国内外的许多高校和科研院所都已经在激光熔覆技术专用熔覆材料方面开展了研究 。当前激光熔覆的材料体系还是沿用之前的喷涂用合金粉末体系,不能满足激光熔覆技术在工艺方面的要求,需要开发出新型的系列化的熔覆层材料体系,实现资源的优化配置 。
4 未来发展 。
虽然激光熔覆技术现在已经进入了工业应用的阶段,但是由于该项技术的发展时间过短,还存在着许多需要解决的问题。以后还需要在以下几个方面展开更加深入的研究[39 -41] : 1) 基础理论的研究。应当从更深的基础理论角度出发,研究激光熔覆过程中的快速凝固现象,揭示其发生相变的本质规律,进而完善相应的工艺参数。 2) 理论模型的建立。建立更加接近实际的科学理论传输模型,包括能量传输模型、动量传输模型以及质量传输模型。通过对上述模型的分析研究,在完成对熔池定性分析的基础上对其进行定量分析,进而获得熔池的相关信息,对熔覆过程中的相变机理做进一步分析讨论。 3)
专用材料体系的开发和应用。开发出新的激光熔覆技术专用材料体系,完善熔覆层的评价和应用标准,从而实现激光熔覆技术的推广应用。 4) 熔覆技术的自动化。应当将激光光学系统的设计和大功率激光器的开发结合起来,从而实现对激光熔覆设备的改进,实现大面积熔覆的问题,提高激光熔覆的效率,从而进一步推广其应用。
 激光熔覆
激光熔覆 焊接切割一体机
焊接切割一体机 越洋拓疆,智启东盟|北方光科代表北京团亮相越南国际工业制造展
TIME:2026-06-12
越洋拓疆,智启东盟|北方光科代表北京团亮相越南国际工业制造展
TIME:2026-06-12


河北北方光科智能装备有限公司
咨询热线:13601388625
联系电话:13601388625
地址:河北省廊坊市三河市李旗庄镇李木耳村南102国道旁鑫鑫科达有限公司院内


